1.1镀锌钢板风管系统制作安装
1.11说明
⑴. 镀锌钢板风管的制作方式
本工程镀锌钢板风管超过17万平方米,为保证工程进度和施工质量,计划新购一条镀锌风管生产线,并采用4种制作工艺。
下表为不同长边尺寸的风管所采用的相应制作工艺:
序号 |
连接方式 |
制作设备 |
适用范围
(矩形风管长边尺寸b) |
1 |
TDF共板法兰 |
风管自动生产线 |
400mm<b≤1500mm |
2 |
TDF插接法兰 |
TDF组合法兰机 |
b>1500mm及异型风管 |
3 |
角钢法兰 |
切割机、焊机、台钻等 |
b>2500mm |
4 |
“C”型插条 |
直线咬口机 |
b≤400mm |
⑵.镀锌钢板风管钢板厚度选择
根据施工规范和设计图纸要求,镀锌钢板风管钢板厚度的选择如下表所示:
矩形风管大边b或风管直径D(mm) |
钢板厚度(mm) |
矩形风管 |
通风空调系统 |
防排烟系统 |
≤320 |
0.5 |
0.75 |
330~630 |
0.6 |
640~≤1000 |
0.75 |
1.0 |
1010~1250 |
1.0 |
1260~2000 |
1.2 |
2010~4000 |
1.2 |
1.5 |
⑶.风管自动生产线介绍
本工程采用的风管自动生产线为ACL-Ⅲ型,生产线设在施工现场首层加工区。
自动风管生产线布置图 |

|
自动风管生产线是由上料架、调平压筋机、冲尖口和冲方口油压机、液压剪板机、液压折边机所组成。电器控制部分采用全电脑控制,风管产品长度误差为±0.5mm,对角线误差 ±0.8mm。 本系统单班生产能力为1000m2矩形风管。可满足本过程风管加工需要。
另外还配备有冲床、“C”形插条机、“TDF”组合式法兰机等设备用于不规则风管的制作、“C”形插条连接件的制作、“TDF”法兰及法兰角等风管附件的制作。
生产线使用的钢板开平机可配置四种常用厚度的镀锌钢板卷料,每个卷料都由独立的电机驱动系统控制。
1.1.2施工工艺流程
镀锌钢板风管制作工艺流程
风管安装工艺流程
主要施工方法
镀锌钢板风管的制作
⑴ TDF组合法兰制作工艺
①.法兰连接形式
TDF组合法兰具有成本低、密封性能好,安装方便简捷的特点,特别造用于截面面积不大的通风管道生产。其连接形式如下表所示。
“TDF”组合式法兰及连接附件示意图 |
|
符号说明:
1-法兰条
2-法兰角
3-法兰夹
4-风管 |
②.TDF法兰连接制作工艺
概况 |
“TDF”组合式法兰连接工艺为薄钢板法兰连接工艺中的一种,是现时工程上应用比较广泛的一种风管连接工艺,适用于中、低压通风及空调工程中的送、排风系统。 |
工艺说明 |
在使用时根据风管长度下料制作法兰,插入制作好的风管管壁端部,再用铆(压)接连为一体。
“TDF法兰”连接工艺具有施工简单、操作方便、管道连接紧固、密封性能好等优点。 |
制作 |
“TDF”法兰由TDF”组合式法兰机制作。制作时先设定法兰长度,由机组的切割装置一次切到风管长度要求。
法兰角由设在加工车间内的冲床冲压而成,采用的镀锌钢板厚度不小于1.0mm。 |
③.采用组合式法兰机制作“TDF法兰”时,法兰高度、板材厚度与板材宽度的关系:
风管长边长b(mm) |
法兰高度(mm) |
板材厚度(mm) |
使用板材宽度(mm) |
400<b≤800 |
20 |
1.0 |
86~88 |
800<b≤1200 |
30 |
1.0 |
116~118 |
1200<b≤1500 |
40 |
1.2 |
146~148 |
④.“C”形插条制作工艺
“C”形插条无法兰连接是小管径风管连接的一种常用形式,在本工程上该工艺将用于制作长边长不大于400mm的镀锌钢板矩形风
管。
“C”形插条制作:
“C”形插条由专门的“C”形插条机制作完成。
制作插条采用的镀锌钢板厚度不小于0.75mm。水平插条与风管插口的宽度匹配一致,其允许偏差为2mm;垂直插条的两端各延长20mm。
插条与风管的连接应平整、严密。
“C”形插条无法兰连接示意图 |

|
符号说明:
1-风管
2-“C”形插条 |
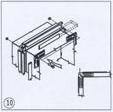
⑵ TDF组合法兰风管组装
将半成品风管及配件运至施工现场,进行缝合、安装法兰角,调平法兰面,检验风管对角线误差,最后在四角用硅胶密封。安装示意如下图所示。
共板法兰安装示意图 |

|

|

|

|
安装后法兰侧视 |
安装前 |
角码安装(一) |
角码安装(二) |

|
|

|
|
角码安装(三) |
角码安装后示意 |
TDF密封垫安装示意 |
TDF安装总成 |
⑶ 角钢法兰风管制作工艺
①.下料、压筋
在加工车间按制作好的风管用料清单选定镀锌钢板厚度,将下料长度和数量输入电脑,开动机器,由电脑自动剪切和压筋。
特殊形状的板材用机械切割,零星材料使用现场电剪刀进行剪切。
②.倒角、咬口
板材下料后用冲角机进行倒角工作。
采用咬口连接的风管其咬口宽度和留量根据板材厚度而定,其咬口宽度如下表所示:
钢板厚度(mm) |
角咬口宽度(mm) |
平咬口宽度(mm) |
0.5 |
6~8 |
6~7 |
0.8 |
8~10 |
7~8 |
1.0~1.2 |
10~12 |
9~10 |
1.5 |
12~14 |
10~11 |
③.法兰加工
法兰由四根角钢组焊而成,划线下料时应注意使焊成后的法兰内径不能小于风管的外径,用砂轮切割机按线切断;下料调直后放在钻床上钻出铆钉孔,孔距不应大于150 mm、,均匀分布;铆钉孔加工完成后,角钢放在焊接平台上进行焊接及组对,焊接时按各规格模具卡紧压平;焊接完成后,在台钻上钻螺栓孔,螺栓孔距不大于150mm,均匀分布。
④.折方
咬口后的板料按画好的折方线放在折方机上,置于下模的中心线。操作时使机械上刀片中心线与下模中心重合,折成所需要的角度。折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配重碰伤。
⑤.风管缝合
咬口完成的风管采用手持电动缝口机进行缝合,缝合后的风管外观质量应达到折角平直,圆弧均匀,两端面平行,无翘角,表面凹凸不大于5mm。
⑥.上法兰:风管与法兰组合成形时,允许偏差见下表所示。
金属风管和配件其外径
或外边长 |
允许偏差 |
法兰内径或内边长
允许偏差 |
平面度允许偏差 |
法兰两对角线之差 |
小于或等于300mm |
-1~0mm |
+1~+3mm |
2mm |
<3mm |
大于300mm |
-2~0mm |
+1~+3mm |
2mm |
<3mm |
风管与法兰铆接前先进行技术质量复核,合格后将法兰套在风管上,风管折方线与法兰平面应垂直,然后使用液压铆钉钳或手动夹眼钳用5X10铆钉将风管铆固,并将四周翻边;翻边应平整,不应小于6mm,四角应铲平,不应出现豁口,以免漏风。
⑷ 变径管、三通管的制作
①.变径管的制作
变径风管制作时,单面变径的夹角宜小于30°,双面变径的夹角宜小于60°。如下图所示:
变径管的制作示意图 |

?
?
|
②.三通的制作
受每节管段长度的限值,大型矩形三通管的制作采用整体制作,直接通过人工对板材进行拼接、下料、上法兰、加固等工序制作完成。小型矩形三通管制作时,将主管与直管短管分开制作,然后通过不同材质风管所采取的不同工艺使直管与主管连接起来。
三通的制作示意图 |
|
|
整体三通 |
主管上开三通 |
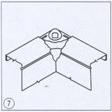
⑸ 弯管及导流叶片制作
①.弯管的制作
矩形弯管的二种制作型式示意图 |
|
|
1-内外同心弧 |
2-内弧外直角型 |
②.导流叶片设置
内弧形、内斜线矩形弯管,A≥500 mm,应设置导流片;导流片、连接板厚度与弯管壁厚相同;B<1000mm连接板与风管也可用拉铆钉连接。
导流叶片设置图 |
矩形弯头导流叶片 |
弯管宽度A(mm) |
片数 |
a(mm) |
L(mm) |
|
500 |
4 |
130 |
510 |
630 |
4 |
150 |
610 |
800 |
6 |
160 |
880 |
1000 |
7 |
165 |
1140 |
1250 |
8 |
180 |
1420 |
1600 |
10 |
196 |
1940 |
2000 |
12 |
211 |
2500 |
镀锌钢板风管的组合与安装⑴ 风管支、吊架安装
①.风管支、吊架式样
本工程采用的风管支吊架如下表所示:
水平风管的吊架示意图 |
落地式水平风管的支架示意图 |
|
|
圆形风管吊架示意图(D≤500mm) |
圆形风管吊架示意图(D>500mm) |
|
|
水平并列安装风管的吊架示意图 |
竖向并列安装风管的吊架示意图 |
|
|
穿楼板立管或管井的立管支架示意图 |
 ? ?
|
 封闭管井的立管支架示意图 封闭管井的立管支架示意图
|
沿墙穿楼板的立管支架示意图 |
|
|
②.安装注意事项
a.支吊架定位、测量放线和制作加工指定专人负责,既要符合规范标准的要求,并与水电管支吊架协调配合,互不妨碍。
b.水平风管支架安装:
△ 支、吊架位置错开风口、风阀、检查门和测定孔等部位。
△ 水平干管安装时要求风管法兰避开梁,风管贴梁底安装。
△ 风管安装时,应在每系统的主干管上加装固定支架,防止风管通风时出现摇晃偏位。
△ 保温风管的水平管支架设置在保温层外面,并在风管与支架横担之间加垫保温板。
c.立管支架安装:
△ 每层楼板面均设置支架,层内按风管规格及部件位置合理布置。
△ 竖向风管整根管支架间距不应大于4米,每20米设1个固定支架,每根立管固定支架不少于二个。
△ 立管与支架接触的地方垫橡胶垫或木方(浸沥青),橡胶垫厚度与保温层厚度相同。
⑵ 风管预组装
①. 风管组对
风管闭合、组装完毕后,将按编号进行排列,风管系统的各部分尺寸和角度确认准确无误后,开始组对。
②. 连接
各段连接后在法兰边四周涂上密封胶,连接螺母置于同一侧;空调风管角钢法兰垫料采用4mm厚阻燃闭孔海绵橡胶条,排烟风管垫料法兰垫料采用3.5mm石棉橡胶板榫形连接,法兰压紧后垫料宽度与风管内壁平齐,外边与法兰边一致。
将水平风管放在设置的支撑架上逐节连接,角钢法兰风管20米左右,将共板法兰风管连成10米左右,以方便吊装。
⑶ 风管加固
本工程采取3种措施对风管进行加固,即压筋加固、外框加固和点加固。通过三种加固方式,使风管达到相应刚度要求。
|