|
一、空调系统简介
1、冷热源
本工程冷热源分别由设在地下室的制冷机房和锅炉房提供,夏季提供7~12℃冷冻水;制冷机房选用两台离心式冷水机组和一台螺杆式冷水机组;冬季空调热源由地下一层锅炉房换热站供给50/40℃热水,经机房内分集水器供给楼内;空调水系统为四管制,风机盘管回水管上设温控电动两通阀,新风机组、空调机组回水管上设动平衡电动调节阀,根据负荷变化,对水路系统进行自动控制,有利于节能。局部区域采用两管制。
2、系统形式
采用风机盘管加新风系统,风机盘管负担房间内负荷,新风机组负担新风部分负荷。新风由各层的新风口经空气处理机进行预热交换后,经风管送到各房间。风机盘管设于吊顶内。局部区域采用全空气系统,设置空调送回风。由新风竖井和新风管道向空调机组补充新风。
二、施工准备
1、施工准备
2、施工物资准备
材料、设备、配件、制品、机具是保证施工顺利进行的物资基础,这些物资准备工作必须在工程开工之前完成。根据各种物资的需要量计划,分别落实货源,安排运输和储备,使其满足连续施工的要求。
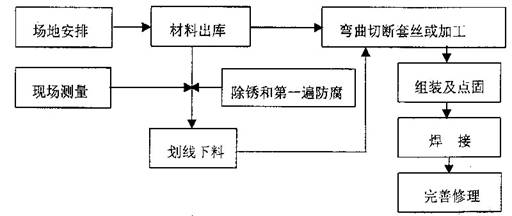
A、 物资准备工作程序:(如流程图)
B、施工材料进场计划
空调专业主要材料进场计划表:
序号 |
名????? 称 |
规 格
型 号 |
单位 |
参 考
数 量 |
进场时间 |
备注 |
1 |
镀锌钢管 |
DN20~100 |
米 |
|
|
分批 |
2 |
无缝钢管 |
DN15~350 |
米 |
|
|
分批 |
3 |
各类水阀 |
DN15~400 |
个 |
|
|
分批 |
4 |
橡塑保温材料 |
δ=30~50 |
M3 |
|
|
分批 |
3、主要施工机械计划
主要施工机械设备计划表:
序号 |
机械或设备名称 |
规格型号 |
单位 |
数量 |
1 |
倒链 |
10t |
台 |
3 |
2 |
倒链 |
5t |
台 |
3 |
3 |
手压泵 |
|
台 |
2 |
4 |
电动试压泵 |
4D-SY/35 |
台 |
1 |
5 |
电动套丝机 |
TQ100-A |
台 |
3 |
6 |
交流电弧焊机 |
BX3-500-2 |
台 |
3 |
7 |
砂轮切割机 |
φ400 |
台 |
3 |
8 |
角向磨光机 |
φ100 |
台 |
3 |
9 |
电锤 |
ZIC1-16 |
把 |
4 |
10 |
焊条烘干箱 |
500° |
台 |
1 |
11 |
手电钻 |
|
台 |
10 |
12 |
台钻 |
EQ3025 |
台 |
2 |
三、管道安装
1、主要施工程序
管道安装总原则:先预制后安装,先干管后支管,先立管后水平管,先高处后低处,先里后外,先系统试压后冲洗,最后进行防腐、保温及隐蔽验收。
主要施工程序:施工准备-→预留、预埋-→材料的采购、检验及保管-→管道预制-→管道放线-→支吊架制作、安装-→管道及附件安装-→管道试压、清洗及吹扫-→管道防腐-→管道保温及刷标识漆-→系统调试
2、主要施工方法及技术要求:
A、施工准备:
a)施工前认真熟悉图纸和相应的规范,进行图纸会审。
仔细阅读并理解设计说明中关于空调水管道的所有内容,与图纸内容有无冲突之处,系统流程图与平面、剖面图有无不符之处,设计要求与现行的施工规范有无差别等。熟悉管道的分布、走向、坡度、标高,并主动与结构、装饰、通风、给排水、电气专业核对空间使用情况,及时提出存在的问题并做好图纸会审记录。
b)编制施工进度计划、材料进场计划及作业指导书;
c)对施工班组进行施工技术交底,方式是书面交底和口头交底,使班组明确施工任务、工期、质量要求及操作工艺。交底可根据进度进行多次,随时指导班组最好地完成安装任务。
d)根据现场情况配置机械设备,计量器具及劳动力计划。
B、材料采购、进场、检验及保管程序如下:
材料需用量计划→购计划→材料入库前的检查→入库→出库自检→二次搬运→使用前的班组自检→使用
a)所用管材必须具有质量证明书、合格证等资料,阀门等管道附件本体上必须有完好无损的铭牌。
b)管道和管件进入现场经自检合格后,及时填写材质报检单,向监理工程师报验,经检查合格后,方可使用。
c)进场的材料堆放整齐,规格、型号、材质要分清,每一种材料必须挂牌,注明规格、名称、材质并建立台帐,做到账、物、卡相符,收发手续完整。堆放中要有防止管材变形的措施,不能堆码过高。
d)管道、管件、阀门等在搬运、安装过程中要轻拿轻放,禁止扔摔等方式搬运。
C、管道在验收及使用前进行外观检查,其表面符合下列要求:
? a)无裂纹、缩孔、夹渣、重皮等缺陷;
? b)无超过壁厚负偏差的锈蚀、凹陷及其他机械损伤;
? c)有材质证明或标记。
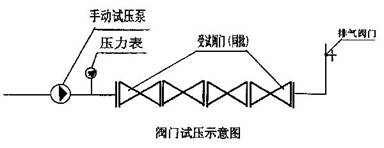
d)阀门的型号、规格符合图纸及设计要求,安装前从每批中抽查10%进行强度和严密性试验,在主干管上起截断作用的阀门逐个进行试验,并报监理验收。同时阀门的操作机构必须开启灵活。如下图
3、管道预制:
A、为了提高施工效率,加快施工进度,保证施工质量,在熟悉图纸及现场的基础上,根据工程进度计划的要求组织安排,在预制场地集中进行预制。本工程可集中预制范围如下:
a)风机盘管的配管(设备数量多,管件和阀件丝扣连接口多)
b)水泵和冷水机组的配管(附件和接口较密集)
c)空调机和新风机的配管(设备数量多,管路相似)
d)换热器的配管连接
e)干管施工中与管件连接(弯头、法兰、变径)要尽量以活口形式在地面预制。
B、预制程序
C、技术要求及施工方法
预制前先按设计图纸设计的管线,确定可行的具体的预制件品种及长度:预制的半成品要标注清楚编号,分批分类存放,运输和安装过程中要注意保护预制件,以便对号安装正确。
根据图纸设计的材质、管径和壁厚,进行钢管的预先选择和检验,矫正管材的平直度,整修管口。采用砂轮切割机与割管机切割,管子切割时注意切口的位置,管子端面要求平整,无裂纹、无毛刺。
为了尽量减少固定焊口的焊接量,将钢管及管件(成品供应)在地面预制成管道组成件,管道组成件预制的深度以方便运输和吊装为宜。
D、焊接:
壁厚>4毫米要开坡口(坡口型式见下表),开坡口使用坡口机,需除净表面氧化层,坡口不得有裂纹、夹层等缺陷,坡口内外表面要清理干净;
管道焊缝应有加强面高度和遮盖面宽度,具体尺寸见下表。焊缝处不得有裂纹、夹渣、气孔、砂眼等缺陷;
焊缝尺寸要求:
厚度(毫米) |
2~3 |
4~6 |
7~10 |
焊缝型式 |
无
坡
口 |
焊缝加强高度(mm) |
1~1.5 |
1.5~2 |
|
|
焊缝宽度(mm) |
5~6 |
7~9 |
|
|
有
坡
口 |
焊缝加强高度(mm) |
|
1.5~2 |
2 |
|
焊缝宽度(mm) |
盖过每边坡口约2毫米 |
|
坡口尺寸要求
接头名称 |
对? 口? 型? 式 |
接头尺寸(毫米) |
备注 |
管子对接V型坡口 |
|
壁厚 |
间隙 |
钝边 |
坡口角度(度) |
|
δ |
C |
P |
α |
|
5~8 8~12 |
1.5~2.5 2~3 |
1~1.5 1~1.5 |
60~70 60~65 |
δ≤4毫米管子对接如能保证焊透可不开坡口 |
管道坡口要求表面整齐、光洁,不合格的管口不得进行对口焊接。
管道对口时外壁必须平齐,用钢直尺紧靠一侧管道外表面,在距焊口200m另一侧管道外表面处测量,管道与管件之间的对口,也要做到外壁平齐。
钢管对好口后进行点固焊,点固焊与第一层焊接厚度一致,但不超过管壁厚的70%,其焊缝根部必须焊透,点焊位置均匀对称。
采用多层焊时,在焊下一层之前,将上一层的焊渣及金属飞溅物清理干净。各层引弧点和熄弧点均错开2Omm。
焊缝均焊满,焊接后立刻将焊缝上的焊渣、氧化物清除。
焊缝外观检验:焊缝表面须完整,高度不低于母材表面并与母材圆滑过度,焊缝宽度超出坡口边缘2~3m。
E、法兰连接:
法兰与管道焊接连接时,插入法兰盘的管子端部距法兰盘内端面为管壁厚度的1.3~1.5倍,便于焊接。焊接法兰时,保证管子与法兰端面垂直,里外施焊。法兰的衬垫不得突入管内,紧固螺栓要按对称十字形顺序,分两次或三次拧紧,保证法兰衬垫受力均匀,同时保证法兰的严密性,拧紧后以露出螺母两扣螺纹为宜。
F、丝接:
管子丝扣采用机械套丝,管径DN32m以上要分两次进行套丝,不可一次套成,管子螺纹要规整,不得有断丝或缺丝现象。安装螺纹管件要按旋转方向一次装好,不得倒向。安装后,外露2~3扣螺纹,并清除剩余填料,对外露螺纹涂樟丹防锈漆防腐。管道螺纹连接时,在管子的外螺纹与管件或阀件的内螺纹之间加油麻,先将麻丝抖松成薄而均匀的纤维,从螺纹的第二扣开始沿螺纹方向进行缠绕,缠绕好后表面沿螺纹方向涂白厚漆,然后拧上管件,再用管钳收紧。填料缠绕要适当,不得把厚漆、麻丝从管端下垂挤入管腔,以免堵塞管路。
G、沟槽式卡箍连接:
a)沟槽连接安装工艺流程:

b)管道沟槽加工步骤如下:
序号 |
安装步骤 |
安装说明 |
1 |
固定压槽机 |
把压槽机固定在一个宽敞的水平面上,也可固定在铁板上,必须确保压槽机稳定、可靠; |
2 |
检查压槽机 |
检查压槽机空运转时是否良好,发现异常情况应及时与售后服务人员反映,以便立即解决; |
3 |
架管 |
把管道垂直于压槽机的驱动轮挡板平面放置,使钢管和压槽机平台在同一个水平面上,管道长度超过0.5米时,要有能调整高度的支撑尾架,且把支撑尾架固定、防止摆动; |
4 |
检查压轮 |
检查压槽机使用的驱动轮和压轮是否与所压的管径相符; |
5 |
确定沟槽深度 |
旋转定位螺母,调整好压轮行程,确定沟槽深度和宽度; |
6 |
压槽 |
操作液压手柄使上滚轮压住钢管,然后打开电源开关,操动手压泵手柄均匀缓慢下压,每压一次手柄行程不超过0.2mm,钢管转动一周,一直压到压槽机上限位螺母到位为止,然后让机械再转动两周以上,保证壁厚均匀; |
7 |
检查 |
检查压好的沟槽尺寸,如不符合规定,再微调,进行第二次压槽,再一次检查沟槽尺寸,以达到规定的标准尺寸。
|
|