- ���̸ſ�
�ҹ�˾������Ҫ�е��켹��ƽ40-60��Ŀ���̹��������A���ŵ�ʩ�����ù��̹��չܵ�ϵͳ�࣬���ߴ��۸��ӣ��и�ѹ�ܶ࣬ʩ���������ʩ����������Ҫ��ߡ�
�ܵ����Ƽ��������±���
�������� |
��� |
��λ |
���� |
���� |
���߱�� |
��ѹ���� |
��325*14 |
�� |
298 |
15CrMo |
HS083001 |
��ѹ���� |
��273*9 |
�� |
236 |
20# |
MS083001 |
��ѹ���� |
��530*12 |
�� |
228 |
20# |
LS083001 |
�͵�ѹ���� |
��426*10 |
�� |
250 |
20# |
LLS083001 |
�DZ����� |
��57*3.5 |
�� |
225 |
20# |
IA083026 |
����ˮ |
��325*5 |
�� |
250 |
304 |
Dew083012 |
��ů����ˮ |
��219*6 |
�� |
435 |
20# |
HWS083001
HWR083001 |
��������Һ |
��159*4.5 |
�� |
235 |
20# |
LC083001 |
��ѹ��ˮ |
��219*8 |
�� |
245 |
20# |
BW083003 |
��ѹ��ˮ |
��159*8 |
�� |
250 |
16Mn |
BW083001 |
����ˮ |
��159*4.5 |
�� |
120 |
20# |
HW083001 |
��������Һ |
��114.3*6.3 |
�� |
105 |
304 |
PL083001 |
��ů����ˮ |
��159*4.5 |
�� |
240 |
20# |
HWS083002
HWR083002 |
- ��������
2.1����ѧ��ҵ�ڶ����Ժ�����ͼֽ��
2.2������������ʩ�������ռ����淶�����ܵ�ƪ��DL5031-94
2.3������������ʩ�������ռ����淶�����������糧����ƪ��DL5007-92
2.4�������蹤��ʩ���ֳ����õ簲ȫ�淶��GB50194-93
2.5��������ʩ���ߴ���ҵ��ȫ�����淶��JGJ80-91
- ʩ������
3.1��ʩ������
�ܵ����ܼ����顪�����ڱ���ɰ���������ܵ�����ڷš����ܵ�Ԥ�Ƽ��������������ܵ���װ�����¿ڼӹ����Կں��ӡ�������X��̽�ˡ����ܵ�ˮѹ���顣
3.2���ܵ����ܼ�����
3.2.1�����ӡ��ܼ����ܵ���������������쳧�ĺϸ�֤֤���飬�����ʼ���������Ӧ�������ͼֽҪ��
3.2.2�����ӡ��ܼ����ܵ�������ʹ��ǰ��Ӧ������ۼ�飬�����Ӧ�⻬�������ơ����۵�ȱ�ݡ�
3.2.3����ѹ�����ܵ��Ĺ��ӡ��ܼ����ܵ�������ʹ��ǰ��Ӧ������й����飬���������ʱ�ǡ�
3.3�����ڱ���ɰ�������ܵ�����
3.3.1��Ϊȷ���ܵ��ڲ������ȣ��Ը�ѹ�����ܵ�����ѹ�����ܵ�����ѹ�����ܵ����͵�ѹ�����ܵ�����ѹ��ˮ�ܵ����ڱڽ�����ɰ��������ɰ��Ӧ���ܿڷ�ºá�
3.3.2���ܵ���ɰ������������A���ţ�������A���Űڷ����룬�������ơ���Ҫע�ⲻ�÷���������ͨ�С�
3.4���ܵ��¿ڼӹ����Կ�Ҫ��
3.4.1�����ӵ��¿���ʽ�ͳߴ�����ͼ��ʾ����V���¿ڣ�
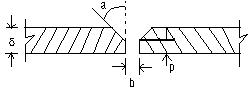
a=30�㡫35��??????? b=3�L??????? p=1��2�L
3.4.2���û����и������¿ں�Ӧ����ڱ����������������ɽ�����ĥ�����ĥ�ɾ�����������������
3.4.3���ܵ��Կ�ʱ���ֲ�����ֵ��Ӧ�����ں��10%�Ҳ�����1�L��
3.4.4��������ˮ�ܵ���325*5����������Һ�ܵ���114.3*6.3������Ϊ304���¿ڵļӹ�����ĥ���ֱ�Ӵ�ĥ�ķ������С�
3.4.5���ܵ���ʽ�Կں���ǰ��Ҫ���ðײ��������ɾ�������ר�˼����ܶԿں��ӡ�
3.5���ܵ�����
3.5.1�����ӹ��ռ���������˿��ѡ��
�ܵ����� |
��� |
���� |
������������˿ |
��������
������ |
��ǰԤ�� |
����
�ȴ��� |
��ѹ���� |
��325*14 |
15CrMn |
TIGR30 |
SMAWR307 |
150��250�� |
670��700�����0.5h |
��ѹ���� |
��273*9 |
20# |
TIG J50 |
SMAWJ422 |
|
|
��ѹ���� |
��530*12 |
20# |
TIG J50 |
SMAWJ422 |
|
|
�͵�ѹ���� |
��426*10 |
20# |
TIG J50 |
SMAWJ422 |
|
|
�DZ����� |
��57*3.5 |
20# |
TIG J50 |
|
|
|
����ˮ |
��325*5 |
304 |
|
SMAWA132 |
|
|
��������Һ |
��114.3*6.3 |
304 |
TIG |
SMAWA132 |
|
|
��ů����ˮ |
��219*6 |
20# |
|
SMAWJ422 |
|
|
��ů����ˮ |
��159*4.5 |
20# |
|
SMAWJ422 |
|
|
����ˮ |
��159*4.5 |
20# |
|
SMAWJ422 |
|
|
   ��������Һ ��������Һ
|
��159*4.5 |
20# |
|
SMAWJ422 |
|
|
��ѹ��ˮ |
��219*8 |
20# |
TIG J50 |
SMAWJ422 |
|
|
��ѹ��ˮ |
��159*4.5 |
16Mn |
TIG J50 |
SMAWJ506��507 |
|
|
��ע��TIG�ֹ��ټ�벻���??????? SWAW�ֹ��绡��
3.5.2����������˿�Ⱦ�Ӧ�����쳧�������ϸ�֤���纸�����밴���쳧��˵����Ҫ����к�ɣ���ɺ���뱣�����ڣ�������ȡ��
3.5.3���ڶԿڸ�����̺�ʱ���亸�Ӳ��ϡ����ӹ��ա������������¶ȵ�Ӧ����ʽʩ����ͬ���ҵ�̺���Ӧ��������������������ȱ��Ӧ������������½��е㺸��
3.5.4��벻������ʱ�����ڲ����д��÷磬벻���������У���ϸ���������죬ȷ�������ɼ�ȱ�ݣ������ɺ�Ӧ�������дβ�ĺ��ӣ���ڹ�벻�����ĺ����Ȳ�����3�L��
3.5.5���Ͻ��ڱ�����������ȼ�绡��������������⺸����ʱ֧���
3.5.6����ѹ�����ܵ���ǰԤ�Ȳ��õ���ȷ�ʽ���У�Ԥ���¶�Ϊ150��250�档
3.5.7�����ں����Ӧ�������������Լ�ϸ���ں��츽�����Ϻ������˵Ĵ��Ÿ�ӡ��
3.5.8������ˮ��325*5����������Һ��114.3*6.3����Ϊ304�Ĺܵ�����ǰӦ�ں�������Ϳ�ϰң��Ա���������ӹ����в����ķɽ��
3.5.9������Ϊ304�Ĺܵ����ӺԺ���Ӧ������ϴ�ۻ��������䷽Ϊ20%���ᣬ10%����ᣬ70%ˮ��
3.5.10���ܵ����ӽ�ͷ���X��̽�˱�����
�ܵ����� |
������� |
X��̽�˱��� |
   ��ѹ�����ܵ� ��ѹ�����ܵ�
|
�� |
50% |
�����ܵ� |
�� |
5% |
3.6��֧���ܰ�װ
3.6.1���ܵ�֧���ܵ���ʽ�����ʡ��ӹ��ߴ缰����Ӧ�������ͼֽ�Ĺ涨��
3.6.2������֧�ܵĹ�����Ӧƽ������ɬ����
3.6.3���ܵ���װʱ��Ӧ��ʱ����֧���ܵĹ̶��͵���������֧����λ��Ӧ��ȷ����װӦƽ�����ι̣�������ӽӴ����á�
3.6.4��������ܵ�����ʱ��Ӧ�ɺϸ�����ʩ���������Ӧ�������ҧ��Ⱥ���ȱ�ݡ�
3.7���ܵ�ϵͳ����ѹ
3.7.1���ܵ�ϵͳ�������������˲���ˮѹ���飬��ˮ��Ӧ�ྻ����ˮӦ��֤�ܽ�ϵͳ�ڿ����ž���������ѹ�����±���
�ܵ����� |
����ѹ����Mpa�� |
����ѹ����Mpa�� |
��ѹ����HS083001 |
5.3 |
6.63 |
��ѹ����MS083001 |
2.7 |
3.38 |
��ѹ����LS083001 |
0.6 |
0.75 |
�͵�ѹ����LLS083001 |
0.3 |
0.38 |
��ѹ��ˮBW-083001-150 |
8.0 |
10 |
��ѹ��ˮBW-083001-200 |
3.6 |
4.5 |
����ˮDew083012 |
0.5 |
0.63 |
����ˮHW083001 |
0.3 |
0.38 |
��������ҺLC083001 |
0.6 |
0.75 |
��������ҺPL083001 |
3.25 |
4.06 |
�DZ�����IA083026 |
1.0 |
1.25 |
��ů����ˮ |
0.6 |
0.75 |
3.7.2��ˮѹ��������ˮ���뻷���¶�5�����Ͻ��У����������ݾ����������ȡ��������ֹ����������ѵȴ�ʩ��
3.7.3���ܵ�ϵͳˮѹ����ʱ����ѹ���ﵽ����ѹ����Ӧ����10min��Ȼ�������ѹ���������н�ͷ�����Ӵ�����ȫ���飬������·ϵͳ���˱û������Ͼֲ��ط��⣬����������ˮ��й©�ĺۼ�����Ŀ���ޱ��Ρ�
3.7.4���ڹܵ�ϵͳ��������У��緢����©��Ӧ��ѹ����ȱ�ݺ��ٽ������飬�Ͻ���ѹ������
3.7.5�����������Ӧ��ʱ�ž�ϵͳ�ڵ�ȫ����ˮ�������������ʱ֧���ܡ�ä�弰�ӹ�װ�á�
- ��ȫ��ʩ
4.1��ʩ������ÿ��һ�����ٿ���ȫ���ᣬ����������ܰ�ȫ�����ȷ�����ܰ�ȫ�������ţ���ʵ����ʩ���Ͱ�ȫ����ͬ�����С�
4.2���纸�������ع���ά�繤���������ҵ��Ա�����֤�ϸڡ�
4.3��ʩ���ֳ���ʱ��Դ��һ��Ҫ��ǽ�����ܿշ��裬�Ͻ��ڵ����������ߡ�
4.4�������ֳֵ綯���ߡ���Դբ�䡢�纸���Ⱦ�Ҫ��װ©�籣����������ר�˹�����
4.5���纸�����豸�ֳ�������������Ҫ���ȡ�ɿ��Ľӵش�ʩ��
4.6��ʩ���ֳ��߿���ҵ�࣬һ��Ҫϵ�ð�ȫ�������÷���Ь��
4.7�����ּܴ���һ��Ҫ�ι̿ɿ����������˱�����10#��˿�����á�
4.8����װ��ҵ�У���ר��ָ�ӣ��Ͻ�Υ��ָ�ӡ�
4.9���ܵ��Կ�ʱ���Ͻ����ִ����ܿڣ��Է�������ָ��
4.10��ʹ��ĥ���ʱ��һ��Ҫ���÷��������Է����ヲ�����ڡ�
4.11���ϸ�ִ���йذ�ȫ������̣��ž��ƺ��ϸڡ�
4.12���ܵ�����X��̽��ʱ��Ҫ���þ����ߣ���֪ͨ��Χ��Ա��������ȫ�ش���
- ���ƻ�
�������� |
����ͺ� |
��λ |
���� |
���� |
8�� |
̨ |
1 |
���� |
25�� |
̨ |
1 |
ĥ��� |
��125 |
̨ |
10 |
�纸�� |
ֱ�� |
̨ |
4 |
�纸�� |
���� |
̨ |
4 |
ƽ�峵 |
|
�� |
1 |
���� |
3�� |
�� |
2 |
���� |
2�� |
�� |
6 |
��������� |
|
�� |
1 |
�������� |
|
̨ |
1 |
X��̽�˻� |
|
̨ |
1 |
|